Peralatan elektrik untuk kilang papan
 Dalam kilang papan, peralatan utama untuk memotong kayu bulat menjadi papan, rasuk dan pelbagai jenis lain adalah peralatan utama untuk kilang papan.
Dalam kilang papan, peralatan utama untuk memotong kayu bulat menjadi papan, rasuk dan pelbagai jenis lain adalah peralatan utama untuk kilang papan.
Rangka gergaji ialah mesin pelbagai gergaji dengan gergaji diregangkan dalam rangka tegar. Kilang papan menegak dihasilkan dalam dek tunggal dan dua, bukaan sempit dan lebar, dengan berjoging dan suapan berterusan. Rangka kilang papan terbaru mempunyai antara tiga dan enam motor elektrik. Kelajuan putaran aci engkol — dari 200 hingga 600 min–1, pemacu dijalankan oleh motor tak segerak dengan pemutar luka, dan kadangkala oleh motor pemutar sangkar tupai.
Pada bingkai gergaji (Rajah 1), kayu balak dengan panjang 3.2-9 m dan diameter 65 cm dipotong di bahagian dahi. Rangka besi tuang rangka terdiri daripada dua kaki dan dinding sisi yang disambungkan antara satu sama lain dengan sambungan melintang.
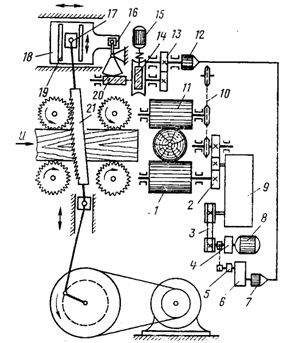
nasi. 1. Gambar rajah kinematik rangka kilang papan
Rangka kilang papan dipasang pada plat asas. Aci engkol dengan dua roda tenaga dan takal pemacu berputar dalam dua galas utama yang dipasang pada plat.Rod penyambung rasuk-I disambungkan dengan kepala bawah ke pin aci engkol melalui galas roller, dan kepala atas disambungkan ke pin melalui anggota silang bawah bingkai gergaji melalui galas jarum.
Anggota silang bawah dan atas bingkai gergaji disambungkan dengan sokongan tiub bulat. Gelangsar textolite dengan pin pada anggota silang rangka gergaji disambungkan dengan galas roller tirus.
Reka bentuk bingkai gergaji membolehkan penggunaan penegang hidraulik. Daripada lapan panduannya, empat adalah prismatik dan empat adalah rata, yang dipasang secara berpasangan pada plat besi tuang yang dipasang di atas katil. Plat panduan atas dipasang pada slaid dan digerakkan oleh mekanisme kecondongan bingkai gergaji, bergantung pada saiz plot Δ.
Pemacu individu mekanisme suapan empat-gelek, yang terdiri daripada pemacu thyristor, memastikan pelarasan lancar bagi kelajuan suapan log. Tork dihantar ke penggelek bawah 1 daripada enjin 8 melalui elektromagnet, klac elektromagnet 4, transmisi tali pinggang 3, kotak gear 9 dan gear 2. Penggelek atas 11 berputar melalui rantai penggelek 10.
Saiz bungkusan diselaraskan dengan menukar slaid klac elektromagnet 4, dijalankan dengan memutar dail pengawal selia emparan 5. Untuk tujuan ini, pengendali menghidupkan motor servo 15, memutar dail ke sudut yang sesuai, putaran dilakukan oleh gear cacing 14, gear 13, sensor selsyn 12, penerima selsyn 7 dan pengurang 6.Dengan menukar bilik Δ secara serentak melalui gear cacing 20 dan tuil 16, plat 18 bergerak dalam satah mendatar dengan panduan 19 slaid atas 17 rangka gergaji dan kecondongan gergaji 21 berubah.
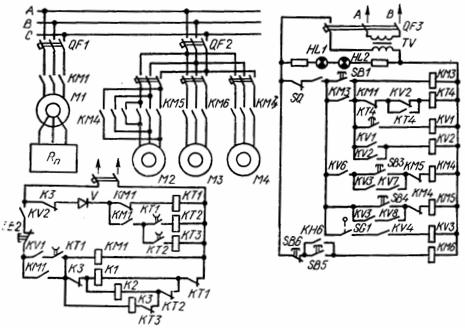
Gambar rajah litar skematik rangka kilang papan 2P80 ditunjukkan dalam rajah. 2. Peralatan elektriknya terdiri daripada 125 kW pemacu aci utama motor tak segerak M1, mekanisme mencondongkan rangka gergaji memandu motor M2, motor stesen hidraulik MZ, motor pam pelinciran M4 dan sistem kawalan automatik , berdasarkan pemacu thyristor dengan motor DC M5.
nasi. 2. Gambarajah skematik elektrik rangka kilang papan 2P80
Perlindungan arus maksimum motor disediakan oleh suis automatik: QF1 — motor M1, QF2 — motor M2, MZ, M4 dan QF3 — litar kawalan Apabila QF3 dihidupkan, lampu amaran HL1 dan HL2 menyala. Motor aci utama M1 dimulakan menggunakan penyentuh linear KM1, dan motor pemacu motor suapan M5 dimulakan menggunakan penyentuh KM2.
Litar kawalan elektrik termasuk: litar kuasa (motor pemacu); litar kawalan relay-contactor dan litar sistem kawalan automatik berdasarkan pemacu DC thyristor. Untuk menghidupkan permulaan pemacu bingkai gergaji apabila pintu atas terbuka, aci utama dan jalur keselamatan tali pinggang V dikeluarkan, dan apabila bingkai gergaji dihentikan, suis had digunakan (yang bloknya ditunjukkan dalam Rajah 2. dengan huruf SQ).
Permulaan motor M1 dengan pemutar luka dijalankan sebagai fungsi masa dengan menutup secara berurutan geganti pecutan KT1, KT2 dan KT3, yang dengan kelewatan masa tertentu secara beransur-ansur mengeluarkan tiga peringkat rheostat permulaan Rp menggunakan penyentuh K1, K2 dan K3.
Menekan butang mula SB1 (lihat Rajah 2) menghidupkan gegelung penyentuh KM3, yang menutup sesentuh kuasa KM3 motor M4 pam minyak, sesentuh penutup KM3 memintas butang SB1.
Motor gerakan utama M1 dimulakan apabila sesentuh KV1 geganti perantaraan KV1 ditutup. Gegelung geganti ini menerima kuasa melalui sentuhan KT4 geganti masa KT4, yang apabila ditutup akan ditutup dengan kelewatan. Oleh itu, geganti KT4 memberikan kelewatan antara permulaan motor M4 dan M1.
Apabila geganti KV1 dihidupkan, geganti KV2 dihidupkan serentak, sesentuh penutup yang KV2 memberi tenaga kepada gegelung penyentuh KM1. Gegelung KM1, selepas menerima kuasa, menghidupkan KM1 sesentuh utama litar kuasa motor M1, dan pemutar motor akan mula berputar apabila reostat permulaan ditetapkan sepenuhnya. Selepas penyentuh pecutan K1, K2 dan K3 beroperasi dengan nyahpecutan, pemutar motor akan berputar pada kelajuan maksimum.
Apabila permulaan motor M1 selesai, sesentuh pembukaan K3 secara serentak akan memecahkan litar bekalan penyentuh K1 dan K2, dan sesentuh K3 dalam litar pemula motor suap M5 akan menutup dan menyediakannya untuk dimulakan. Motor dihentikan dengan menekan butang SB2.
Sistem hidraulik menyediakan menaikkan dan menurunkan pintu depan dan belakang, pada selongsong dikimpal yang mana penggelek suapan atas dipasang.Pintu-pintu itu diangkat ke kedudukan atas oleh silinder hidraulik yang digerakkan oleh stesen hidraulik. Pemacu stesen hidraulik disediakan oleh motor M3, yang dimulakan dengan menekan butang, manakala gegelung KM6 pemula dihidupkan, yang menutup sesentuh utama KM6.
Kecondongan bingkai gergaji boleh dikawal secara manual (dengan menekan butang SB3 dan SB4) atau secara automatik. Dengan kawalan automatik penggulungan KM4 pemula KM4 ("lebih") dan KM5 pemula KM5 ("kurang"), mereka menerima kuasa melalui geganti KV3, yang dihidupkan apabila suis mod berada dalam kedudukan "Automatik". , iaitu apabila kenalan SQ1 ditutup.
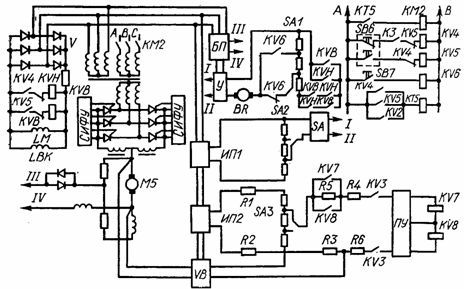
Bekalan kuasa thyristor terdiri daripada motor DC M5 dan penukar thyristor. Penukar thyristor (Rajah 9.2, c) dihidupkan oleh pemula KM2, melalui sesentuh KV3, gegelung yang menerima kuasa apabila sesentuh geganti masa KT5, yang berada dalam litarnya, ditutup. Geganti pemasaan KT5 akan bertenaga apabila gegelung KV4 (gerakan hadapan) atau KV5 (gerakan songsang) ditenagakan.
Jika log tersangkut semasa memotong, ia ditarik balik dengan membalikkan enjin. Menghidupkan motor penyuap tidak boleh dilakukan tanpa motor M1 berjalan. Ini dipastikan dengan kemasukan kenalan K3 dalam litar bekalan KV4, yang ditutup selepas tamat memulakan motor M1. Apabila pemula KM2 dihidupkan, penukar dan belitan medan LM motor dihidupkan.
Jika daftar tersekat, menekan butang SB6 mematikan geganti KV4 dan KVB dan geganti KV5 dan KVH dihidupkan.Dalam kes ini, geganti KVH menutup kenalannya dalam litar bekalan penguat U, yang termasuk dalam penukar thyristor, akibatnya, kekutuban voltan pada output penukar berubah dan motor mengubah arah putaran.

Kestabilan kelajuan putaran apabila beban berubah dipastikan oleh maklum balas negatif, yang dilaksanakan oleh tachogenerator BR dengan gegelung pengujaan LBL. BR angker disambungkan kepada input penguat V. Transient dipaksa oleh penggunaan brek regeneratif dalam litar penukar thyristor.
Kadar suapan dilaraskan secara manual dan automatik. Untuk ini, suis SA ditetapkan. Dalam peraturan kadar suapan manual, pengatur kadar disambungkan kepada penguat U melalui litar I dan II. Pengawal kelajuan SA1 — SA3 ialah suis kepada panel yang perintang MLT disambungkan.
Menggerakkan sesentuh alih SA1 menukar isyarat kawalan yang memasuki sistem kawalan fasa nadi (SPPC) melalui penguat PU, yang mengubah sudut nyalaan thyristor yang disambungkan oleh litar penerus jambatan, yang menyebabkan kelajuan motor M5 berubah.
Untuk melaraskan kelajuan enjin M5 secara automatik melalui suis SA, SA1 diputuskan sambungan dari blok penguat Y dan disambungkan kepada penguat Y SA2 — sensor diameter jurnal. Dalam kes ini, SA1 mula menerima kuasa daripada SA2, yang merupakan potensiometer yang disambungkan kepada bekalan kuasa penstabil IP1 dan diputar oleh mekanisme pensuisan kuasa.
Apabila diameter jurnal berubah, gelangsar potensiometer SA2 bergerak dan nilai voltan kawalan yang digunakan untuk SA1 berubah, oleh itu kadar suapan berubah dengan perubahan diameter jurnal. Nilai kelajuan harus sepadan dengan cerun bingkai gergaji, kelajuan dikawal dengan menukar SA3.
Penderia kecondongan rangka gergaji SA3 disambungkan kepada bekalan kuasa yang stabil IP2 melalui perintang R1 dan R2. Hasilnya ialah tegasan berkadar dengan sudut kecondongan rangka gergaji. Voltan ini dibandingkan dengan voltan motor M5, berkadar dengan kelajuan, diambil dari angker motor dan disalurkan ke perintang R3 melalui blok penerus VB, ia ditolak daripada voltan keluaran sensor kecondongan bingkai gergaji.
Dengan motor terbalik, blok VB mengekalkan kekutuban rujukan yang berterusan. Isyarat tidak padan disalurkan kepada input penguat perantaraan PU melalui perintang R4 — R6 dan sesentuh penutup KV3 (ditutup semasa pelarasan automatik). Isyarat dikuatkan dan disalurkan ke output PU, yang mana geganti KV7 dan KV8 disambungkan. Ia dicetuskan bergantung pada kekutuban isyarat input ralat.
Jadi, apabila kadar suapan meningkat, voltan yang dikeluarkan dari motor meningkat dan nilai ketidakpadanan adalah negatif. Dalam kes ini, hubungan antara kadar suapan dan kecondongan rangka gergaji rosak. Isyarat keluaran yang dikuatkan daripada penguat PU termasuk geganti KV7, sesentuh penutupnya termasuk gegelung KM4.
Sesentuh penutup KM4 memusingkan motor M2 "ke hadapan" — meningkatkan kecondongan bingkai gergaji.Pada masa yang sama, voltan keluaran pada SA3 dinaikkan dengan menggerakkan peluncur potensiometer. Isyarat sisihan mula berkurangan kepada sifar, selepas itu peningkatan dalam kecenderungan bingkai gergaji berhenti. Ini mengekalkan padanan antara kadar suapan dan sudut bingkai gergaji.
Proses kawalan berjalan dengan cara yang sama dengan penurunan kadar suapan, tetapi isyarat ralat dalam kes ini mempunyai tanda positif. Ini menyebabkan geganti KV8 dihidupkan, serta KM5 dan motor M2 terbalik. Apabila kadar suapan berkurangan, kecerunan bingkai gergaji juga berkurangan. Semasa peraturan, pemacu menghubungi KV7 dan KV8 memintas rintangan R5, yang memungkinkan untuk memaksa proses.
Pada permulaan pemotongan, adalah perlu untuk mempunyai kelajuan pemotongan sama dengan tidak lebih daripada 30% daripada kelajuan suapan kerja. Ini dilakukan dengan cara berikut. Dengan menekan butang SB7, geganti KV6 ditenagakan, sesentuhnya ditukar kepada output SA1, supaya voltan kawalan kecil dibekalkan melalui sesentuh penutup KV6 ke input penukar thyristor, yang menghasilkan kelajuan pemotongan yang rendah. .
Selepas tamat suapan, butang SB7 dimatikan dan peranti masuk ke mod kerja. Gangguan sistem kawalan automatik untuk kecondongan rangka gergaji semasa suapan disediakan dengan menyambungkan sesentuh penutup KV6 ke litar bekalan daripada gegelung pemula KM4 dan KM5.